Alu Foil Farmacéutico: Manteniendo tu Medicina Segura y Fresca
El alu foil farmacéutico es un producto revolucionario en el que se confía en la industria farmacéutica para garantizar la seguridad y calidad de los medicamentos. Exploraremos los beneficios, usos, ventajas y aspectos clave del uso del alu foil farmacéutico de Hanlin Pharmaceutical Packaging.
La lámina de alu farmacéutica es simplemente un envase que destaca por ofrecer ventajas que otros materiales no tienen. Entre los principales beneficios de usar el Envase Farmacéutico Hanlin lámina de envase farmacéutico que se encuentra en el mercado para uso farmacéutico están sus propiedades de barrera. La lámina de alu es muy impermeable a la humedad, gases y luz, lo que la convierte en una opción de empaquetado perfecta para proteger medicamentos sensibles. Otros beneficios incluyen su flexibilidad, durabilidad y comodidad.

El uso del Envase Farmacéutico Hanlin aluminio farmacéutico Lámina de blíster está evolucionando continuamente, como una consecuencia total general del innovación que es tecnología esta es ciertamente constante. Desarrollos actuales en la tecnología de alu foil han producido la creación de productos de un nivel mucho más alto que son asombrosos, como el embalaje de blíster. El embalaje de blíster se utiliza ampliamente en el mercado farmacéutico por su capacidad para evitar la contaminación, el manipuleo y la falsificación.
Quizás una de las consideraciones más importantes al usar Hanlin Pharmaceutical Packaging papel aluminio para envases farmacéuticos es la seguridad. Es crucial utilizar alu que sea de alta calidad, libre de contaminantes y cumpla con todas las necesidades y regulaciones de la industria. El alu foil se guarda en un lugar excelente, seco, para evitar la degradación y la pérdida de eficacia.
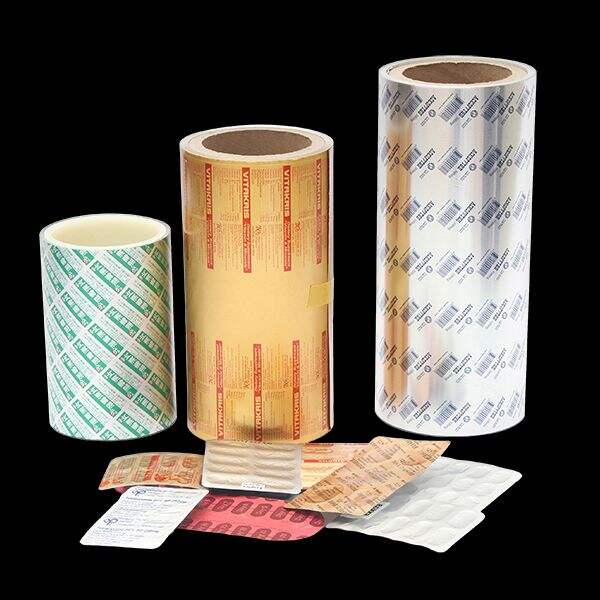
El uso de alu que es realmente farmacéutico es sencillo. El Hanlin Pharmaceutical Packaging envase de aluminio farmacéutico es precortado en hojas o rollos de muchos tamaños, lo que es una tarea ciertamente simple de manejar y almacenar. El medicamento se coloca en el envase de aluminio, que se sella para proteger el contenido y proporcionar un aislamiento completo contra cualquier contaminante que pueda entrar desde el exterior.
alu foil farmacéutico, tras años de esfuerzo, la calidad del producto ha alcanzado un nivel estable. Se exportan productos a más de 80 países, incluidos Australia, Italia, Estados Unidos, Togo y Reino Unido, UZ, Francia, Vietnam, Malasia, Nigeria, Canadá, México, etc.
GMP está situado cerca de la ciudad de la Medicina China, con una zona de taller limpio GMP de 1600 metros cuadrados. La empresa ha introducido las últimas líneas de producción de alu foil farmacéutico con control por computadora, tanto nacionales como extranjeras, así como los mejores equipos de prueba. La empresa cuenta con técnicos altamente calificados y un equipo de gestión innovador. Garantiza un alto nivel de fiabilidad en la calidad del producto y una amplia gama de servicios de alta calidad.
Hacia el futuro, nos mantendremos comprometidos con la ética empresarial de "la calidad es más importante que todo", continuaremos mejorando la imagen de la marca, estando a la vanguardia de las tendencias internacionales en el desarrollo de embalajes farmacéuticos y constantemente mejorando e innovando en el aluminio farmacéutico, proporcionándoles productos de embalaje mejores y más eficientes.
La empresa fue fundada en 1995. La empresa se centra en la investigación, producción y venta de aluminio farmacéutico y materiales de embalaje alimenticio. La empresa ha obtenido la certificación del sistema internacional de gestión de calidad ISO9001:2008 y nueve certificados de registro de embalaje reconocidos por la Administración Nacional de Alimentos y Drogas de China (CFDA).
 EN
EN
 AR
AR
 NL
NL
 FR
FR
 DE
DE
 HI
HI
 IT
IT
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 VI
VI
 TH
TH
 TR
TR
 MS
MS
 KK
KK
 UZ
UZ












